在線留言 網(wǎng)站地圖 收藏本站 您好,歡迎光臨英利印刷官方網(wǎng)站!
18年深耕,專注彩盒彩箱定制生產(chǎn)
包裝彩盒彩箱一站式服務(wù)廠家
全國(guó)服務(wù)
咨詢熱線 13544259358
0755-29941199
咨詢熱線 13544259358
0755-29941199

關(guān)鍵詞: 包裝彩盒| 包裝彩箱| 印刷加工| 產(chǎn)品資訊| 公司動(dòng)態(tài)












如何做好包裝彩盒印刷?這是這消費(fèi)者關(guān)心的問(wèn)題,也是很多包裝彩盒廠家做好產(chǎn)品的必須盡到的責(zé)任,而這些產(chǎn)品做好之后,看必須進(jìn)行檢驗(yàn)了,那么做好一個(gè)產(chǎn)品的印刷需要怎樣做呢?作為有經(jīng)驗(yàn)的包裝彩盒廠家,英利印刷今天就給大家來(lái)介紹介紹。
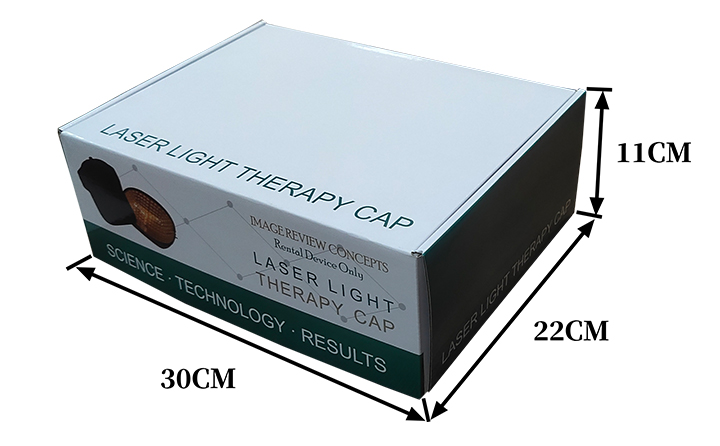
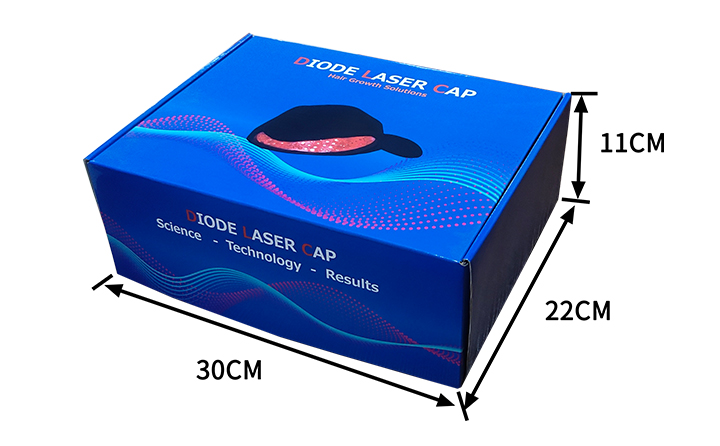
包裝彩盒印刷廠家應(yīng)該根據(jù)自己的產(chǎn)品的特性出發(fā),特別是需要首先做好整個(gè)產(chǎn)品的設(shè)計(jì),明確應(yīng)該了解包裝彩盒的尺寸,包裝彩盒廠家應(yīng)該明確掌握整個(gè)產(chǎn)品的設(shè)計(jì)圖樣和具體的款式,這些東西一樣可以通過(guò)企業(yè)的自身設(shè)計(jì)團(tuán)隊(duì)完成,同樣產(chǎn)品包裝彩盒印刷也可以通過(guò)自身廠家完成。
一般來(lái)說(shuō),包裝彩盒廠家進(jìn)行包裝彩盒印刷,需要對(duì)工藝有覆膜、UV、燙金、裱糊、模切等等。這是進(jìn)行印刷需要考慮的幾個(gè)問(wèn)題和方向。也是根據(jù)包裝彩盒的用途、產(chǎn)品的價(jià)值來(lái)決定。

包裝彩盒印刷、制作的工期一般要看文件、印刷數(shù)量以及后道工藝。一般的生產(chǎn)周期為5個(gè)工作日左右,當(dāng)然數(shù)量比較大或者印刷工藝較復(fù)雜的,工期可能會(huì)適當(dāng)延長(zhǎng)。
包裝彩盒印刷價(jià)格廠家通常的情況下是根據(jù)具體的客戶需求,對(duì)印刷的具體的要求和價(jià)格以及數(shù)量應(yīng)該明確,避免了籠統(tǒng)的報(bào)價(jià)導(dǎo)致的巨大誤差。
英利印刷作為擁有獨(dú)立設(shè)計(jì)團(tuán)隊(duì)和印刷能力的包裝彩盒廠家,可以給客戶提供多樣化的產(chǎn)品與服務(wù),滿足客戶在各個(gè)方面的需要,如果大家有什么疑問(wèn),也可以咨詢我們。
手機(jī)/微信:13544259358
座機(jī):0755-29941199
郵箱:luohui@ylys88.com
QQ:3315919181
網(wǎng)站二維碼") 瀏覽手機(jī)網(wǎng)站
瀏覽手機(jī)網(wǎng)站
![${enterprise.qrcode1].alt}](/App/Tpl/Home/moban/Public/images/f_kfwx.jpg "${enterprise.qrcode[1].alt}") 微信掃一掃
微信掃一掃