
包裝盒廠家經常接到小批量的包裝盒定制,但是有時候就很為難?到底接還是不接的好。因為是定制的都需要設計、打樣再到生產的。而如果數量又少的話,算到每個盒子上價格就很高了。盒子的打樣不僅非常復雜而且成本也比較高。而打樣的費用也都是要算在包裝盒的總價里的,因此打樣費對于小批量包裝價格的影響也是很大的。

還有印刷費,印刷都是有開機費的不管印多少印刷費都是一樣的。因此小批量包裝盒定制時,印刷費就顯得很貴了。其次版費刀模費也是同樣,這些都是不管做多少這個費用都是不變的,而小批量包裝盒定制時就會占據很大比例,對其價格影響就很大。就是手工費方面,如果是數量較大的一般都會出模具用成型機包盒子這樣成本較低。而小批量定制時出模具就不劃算了,只能手工包,這樣成本也會增加很多。由此可見影響小批量包裝盒定制價格因素為打印費、印刷費、版費跟手工費,而材料費是影響最小的。這也是小批量包裝盒定制比較貴的原因。

所以英利印刷廠小編建議包裝盒定制的經濟適用量:小尺寸一點的卡盒1萬個,折疊盒3000個,彩盒5000個,彩箱1000個,具體下單數量視情況雙方協商。起訂量的設置是為了保證生產的穩定運行與較低的成本分攤,理論上數量一個都可以定做,但數量太少對于客戶和我們成本都會相對較高,所以一般只在客戶確實需要或訂單空閑期的情況下接受小額訂單。英利印刷廠專注包裝盒印刷定制,擁有2臺全開印刷機,2臺對開印刷機滿足您的不同大小的包裝盒印刷。包裝盒定制熱線:13544259358

包裝盒印刷從選材料到最后的成品,整個流程中的每一個環節都存在自己的實際成本,將這些成本一一羅列并綜合就是包裝盒印刷需要的成本,那么包裝盒印刷成本中主要包含哪些內容?這些內容成本是如何進行計算的呢?英利印刷小編對此進行了總結,大家可以一起來看一看。
1.設計費:計算設計費時有單件計算法和多件計算法。紙盒一般采用單件計算法。
2.印前費用包括圖片掃描、拼版、出片、打樣等:掃描以圖像信息量大小(兆)為計價單位,拼版按幅面大小( 對開,四開等)收費;打樣按幅面和色數收費。客戶自帶光盤或膠片等,應扣除相應項目的費用。
3.材料費:就印品而言,材料費用在整個印刷成本費用中占很大比重,所以精確地控制材料的用量是控制印刷成本的最佳方法。印刷過程中的材料費主要是指版費、承印材料費、電化鋁費用等,而材料費為材料使用量與單價之積.所以在材料費的收取中一定要掌握材料用量的計算公式。
")
不同的印版計價方式不同,PS版以張為單位計價,燙印版 ,柔性版等按面積計價 。
4.印工費( 即印刷加工費 ):不同類型和檔次的印刷設備,不同的印刷廠或印刷工藝,其印工費的標準不同,彩印一般按色令計價。當印量較少時,按開機費計算(即起步價)。
5.印后加工費:印后加工工藝有很多種,但計算方式主要以加工件數或加工面積為單位進行計算;上光、覆膜、燙印等以加工面積計算。
")
6.其他費用:如打包費、運輸費、加急費等,這部分費用一般由雙方協商確定,靈活性較大。
7.稅金:按國家有關稅法規定應交納的稅收。
綜上所述:印刷成本=設計費+印前費用+材料費(含損耗)+印工費+印后加工費+其他費用+稅金,相信大家也一定對此能夠清楚的認識到。包裝盒印刷選擇英利印刷廠,專注包裝盒印刷定制,可根據您的需求定制并打樣,滿意再生產大貨。定制熱線:13544259358。


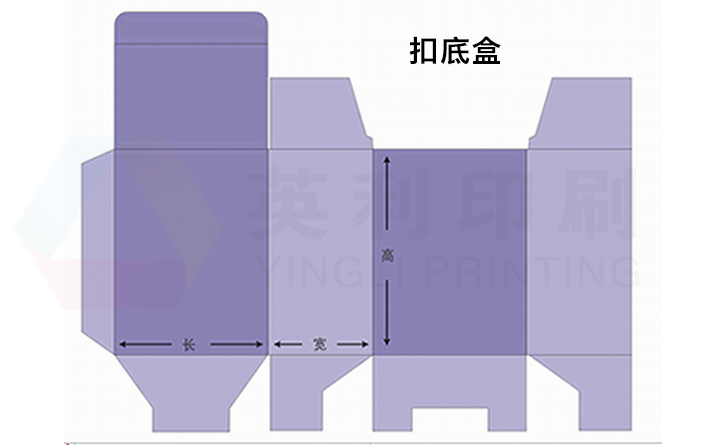
雙插盒和扣底盒的區別,我們先通過雙插盒和扣底盒的展開圖來看下。(下圖所示:)如果想了詳細了解雙插盒可以查看:什么是雙插口包裝盒?
")
雙插盒
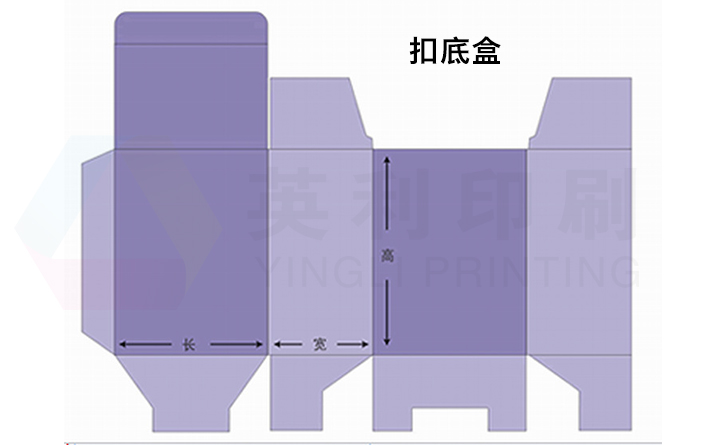
扣底盒
通過雙插盒和扣底盒的展開圖,我們不難看出二者之前的區別在于扣底的差異,但在實際應用中還是會有更多的區別。雙插盒更適用于一些較輕的產品包裝(如:牙膏盒,化妝品等產品的包裝)而扣底盒因為底部是扣的結構,承重性要好于雙插盒。
所以不同的產品,不同的需求使用不同的盒型,根據產品選擇一款合適的包裝盒型直接決定包裝的使用性能。聯系我們13544259358,包裝結構工程為您的產品設計更舒適的包裝盒,并提供打樣服務,滿意再生產大貨。
小全開印刷機機型有很多,最大的印刷尺寸也有所不同,具體需要咨詢相關的印刷廠家。印刷廠家都會告訴您,最大的過紙尺寸,印刷尺寸,英利印刷廠聯系電話13544259358。

英利印刷羅蘭900全開印刷機
很多朋友不清楚何為對開,何為小全開。在印刷行業中所說的對開以及小全開,主要講的是印刷品的版面展開尺寸。今天英利印刷小編就為大家解析下印刷廠常說的全開、小全開、對開以及四開、八開展開尺寸,以及所對應的印刷機承印面積。

英利印刷高寶162超全開印刷機
全開:長1020mm*寬720mm(任何一方超過這個尺寸即為全開),對應的印刷機為全開機印刷機,全開機最大承印面積為1400mm*1020mm。
小全開:長880mm*寬600mm(任何一方超過這個尺寸即為小全開),對應的印刷機為對開印刷機,對開印刷機最大承印面積為1020mm*720mm。
對開:長740mm*寬510mm(任何一方超過這個尺寸即為對開),對應的印刷機為對開印刷機,對開印刷機最小承印面積為520mm*360mm,最大承印面積為1020mm*720mm。
四開:長510mm*360mm(任何一方超過這個尺寸即按四開計算),對應的印刷機為四開印刷機,四開印刷機最小承印面積為300mm*220mm,最大承印面積為740mm*510mm。
八開:長440mm*寬330mm(任何一方超過這個尺寸即按八開計算),對應的印刷機為八開印刷機,八開印刷機最小的承印面積為100mm*100mm,最大承印面積510mm*360mm。
以上為印刷廠工作人員在多年的工作經驗中總結出的數據(僅供參考),具體以印刷廠印刷機的具體型號為準。

彩盒印刷四色和五色的區別,從字面意思不難看出就是少一個顏色和多一個顏色的區別,今天英利印刷小編就來給您介紹一下二者之前的區別。

什么是四色印刷?
四色印刷是用紅、綠、藍三原色和黑色色料按艱澀混合原理實現全彩色復制的印刷辦法。四色印刷的基本顏色就是上面提到的:紅、綠、藍、黑(CMYK)。
什么是五色印刷?
五色印刷就是在四色印刷的基色上多加了一個特別色,也叫專色(4C+專色)。業界內的標準專色有色票號碼,資深的設計者在檔案內明確提出色票號碼,讓印刷廠按照專色色票號碼找對應的顏色作印刷標準。再者,專色的油墨市場上也有得賣,但有實力的印刷廠也可以用4個基色的油墨調制成專色,往往調制出的專色與標準的色票接近99.7%。
")
相比四色印刷,五色印刷的優缺點有哪些?
優點:印刷彩盒效果更逼真、更有立體感。
缺點:
1.單價高于四色印刷;
2.印刷前要先準備對應匹配的專色油墨;
3.五色印刷機可以印刷四色,但是一般四色印刷機印五色保證不了品質也跟不上時效。
彩盒如何算開紙尺寸這個對于新手算價來說都會遇到的問題。今天英利印刷小編給您整理了一下資料,因為盒型會有差異,僅供參考。
彩盒開紙尺寸:
長度=(成品長+成品寬)X2+出血位+啤位+粘盒位(打釘位)
寬度=成品高+成品寬+成品寬/2+下底插位+上蓋扣位+出血位+啤位
這樣就可以算出印刷彩盒展開用紙長度和寬度,然后在尺寸小的一邊加上10MM做咬口,如:長度為635MM,寬度為400MM,那么印刷彩盒的用紙尺寸為:635*410MM。

附常規留位尺寸:
1.出血位:2-10MM
2.啤位:3-10MM
3.打釘位(粘位):10-40MM
4.扣位:20-35MM
5.插舌位:20-30MM
6.扣位:25-40MM
7.咬口位:10MM對開機

2020年受疫情影響,口罩需求量暴增,剛開始有口罩就有市場,對包裝要求也沒有那么高,隨著國內疫情的好轉,口罩需求也從量到質的需求轉變。包裝也從原來的塑料袋到包裝彩盒而轉變。特別是最近一些企業,準備做出口,設計不同語言的版本包裝設計,最近收到最多的就是大家不知道出口有哪些要求,口罩包裝盒的尺寸,材質等,今天英利印刷廠小編就跟大家來介紹一下常見口罩彩盒標準規格和材質。
")
一次性口罩包裝盒:
50只裝一次性口罩包裝盒常用的尺寸有:185*100*90mm,190*100*80mm,190*100*100mm;
常用的材質有300g/350g白卡,也有用250g/300g灰底白的,表面一般過覆膜或過油處理。
")
KN95口罩包裝盒:
10只裝KN95口罩包裝盒常用的尺寸有:135*55*140mm,110*70*165mm,160*115*110mm
20只裝KN95口罩包裝盒常用的尺寸有:130*140*90mm,135*120*115mm,140*120*145mm
30只裝KN95口罩包裝盒常用的尺寸有:180*145*130mm,
50只裝KN95口罩包裝盒常用的尺寸有:280*145*130mm,145*130*280mm
常用的材質有300g/350g白卡,表面一般過覆膜或過油處理。
")
除了以上常見的口罩彩盒規格和材質,英利印刷廠還可以根據您的需求來定制您的口罩包裝彩盒。

彩盒作為目前應用較為廣泛的產品包裝形式,由原來的單一的文字線條印刷,向彩色高質量復制的銷售包裝轉變。如今彩盒印刷已成為企業越來越關注的生產環節,同時它也成為企業形象的象征。今天英利印刷印刷廠小編就給大家介紹一下彩盒印刷用的什么印刷機。
彩盒印刷,不同的彩盒工藝使用的印刷機也有不同,膠印是目前工藝最為成熟的印刷方式,彩盒印刷中占據了首要地位。印版上的圖文部分和空白部分沒有高低之分,幾乎處在同一平面上,印刷時先向印版著水,然后再向印版供墨,利用油墨相斥的原理實現印刷。其制版工藝簡單,成本低,生產效率高,圖案精美,質量穩定。
彩盒采用膠版印刷主要有兩種方式,一種是直接在紙板上印刷完成,另外一種是先印刷面紙,之后再對面紙進行裱貼。其中,間接印刷方式由于是對單張紙的預印刷,其印刷質量較高,印刷后還可以進行上光、覆膜等表面裝飾,能極大的提高彩盒外觀效果,在高檔產品的銷售包裝中一直占據主要地位。但裱貼加工效率較低。直接印刷方式主要針對微型瓦楞產品,該方式在國外市場應用較多,已相對成熟,生產時采用改進的膠版印刷機既可。
接下來就給大家介紹一下英利印刷的4臺印刷機:

高寶162全開印刷機

羅蘭900全開印刷機

海德堡XL105對開印刷機

羅蘭700對開印刷機
彩盒怎么拼版省紙,這個對于彩盒廠來說都會用最省紙的方法給客戶來進行排版。只需要你提供尺寸和盒型給我們,我們就會根據我們的最優方案給您排版。今天英利印刷廠就來給大家講講彩盒拼版會出現的問題。
")
彩盒拼版是依照節省紙張的原則,盡量在合開的前提下,將多個紙盒拼得最為緊湊,拼成適合印刷機印刷的幅面。但紙盒生產牽涉的后道工序較多,不同的拼版方法對后道工序的質量和效率有著不同的影響,合理的拼法可以使后道工序順利完成,如果拼版不當就會給后道工序帶來難以預料的麻煩,造成無法完工,甚至不得不返工。因此要求拼版人員必須熟悉印后工序,最好有專人進行質量把關。
1.對模切工序的影響
模切是糊盒工序的前一道工序,模切質量的好壞將對糊盒質量有著直接的影響。
(1)對模切壓力的影響
經模切清廢后便得到一個個盒坯,為保證每個盒坯的折痕和切口清晰、光滑,滿足成型的要求,模切時的壓力調整最為關鍵,這就要求彩盒印刷拼版時距離最近的兩個邊線之間的距離不小于3mm,即一般紙盒的最小拼距是3mm。否則,在做刀模時就會很麻煩,同時也會影響模切壓力的調整,以至于影響紙盒的模切質量。
")
(2)對模切規矩調整的影響
在滿足生產要求的前提下, 拼版工作人員一般會盡量提高版面的拼數,這樣不僅可以降低生產成本,還可以提高設備的生產效率。但同時也帶來了另一個不可避免的問題,即紙張在印刷過程中的抽脹問題,尤其是垂直紙張絲縷方向的抽脹會更為嚴重,而與之相對應的模切版尺寸是不會出現這種變化的,如果拼數太大,就會造成印張上一部分盒坯圖案發生錯位,給操作人員調整模切規矩帶來很大難度。
2.對糊盒工序的影響
如果采用自動糊盒機進行紙盒加工,在拼版時一定要特別注意不能盲目為了追求節省紙張而將糊口做得太小,或為了增加紙盒的邊壓而將糊口做得過大。因為自動糊盒機對紙盒糊口尺寸都有一定的要求,且同一臺設備對不同盒型的糊口尺寸要求也有所不同,通常為30~80mm。


 瀏覽手機網站
瀏覽手機網站![${enterprise.qrcode1].alt}](/App/Tpl/Home/moban/Public/images/f_kfwx.jpg "${enterprise.qrcode[1].alt}") 微信掃一掃
微信掃一掃